
技术名称:新型生物反应器和高效节能生物发酵技术
技术简介:
1.技术原理
1)发酵用压缩空气新型冷却:能量利用技术:空压机制取压缩空气,出口空气降温由水冷转为风冷的技术改造。压缩空气制取方式采用轴流式风机及两台电动离心机供应,其出口温度为185℃,为满足工艺要求,需降温至110℃左右。该技术采用风冷替代水冷的冷却方式,被加热的空气作为烘干发酵菌渣的加热剂,即提:了有效热能二次利用,也可节省循环水量。
2)新型气升式二次补气发酵技术:增加发酵罐高度,利用文丘里管的喷射搅拌作用代替搅拌电机,可省去发酵罐搅拌电动机,克服了普通的气升式发酵罐内的导流筒只有导流作用、不能调节温度的难题。本技术的导流筒具有调温和导流两种作用,并且为双面换热,高效节能;同时,导流桶中上部增加二次补气环管,管内空气向优缟洌利用发酵罐内循环液把此部分空气带回到空气喷嘴处,再与发酵液混合向上喷入气升桶,提高发酵液溶氧率和空气利用率,从而降低生产成本。
2.关键技术
1)H酵用压缩空气新型冷却及能量利用技术;2)新型气升式二次补气发酵技术。
3.工艺流程
1)发酵用压缩空气新型冷却及能量利用技术
该技术将一级冷却改为自然风冷却,为使压缩空气由185℃ 降温至110℃左右,使用空气作为冷却剂,压缩空气冷却的同时,被加热的空气可升温至110℃左右,作为烘干发酵菌渣的加热剂。二级冷却不变,改用自然风冷,节省循环水量,把被加热的空气作为有效热能二次利用,去烘干发酵产生的菌渣,替代原来用蒸汽烘干的方式,既降低热污染又节约蒸汽。其工艺过程如下:
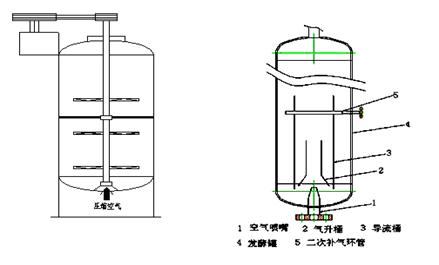
图1 机械搅拌发酵原理图 图2 气升式二次补气发酵原理图
2)新型气升式二次补气发酵技术
该技术在发酵罐内增设导流筒(见图1),采用气流搅拌方式。压缩空气从罐体下部进入,靠压缩空气的压力,带动导流筒内部的发酵液自下而上流动,至导流筒顶端后,向四周分散并沿导流筒与罐壁间空腔往下流动,从而形成料液的循环。同时可使空气与料液充分混合,取消了机械搅拌,节约了电能,且搅拌混合更充分,降低发酵过程中的染菌概率,提高了产品的效价。
发酵罐体底部安装有空吓缱1,空气经气升桶2,进入调温导流桶3,在导流桶2内完成调温、导流、均匀混合后,重返气升桶3下部进口,完成一个工作循环(见图2)。导流桶中上部增加二次补气环管5,管内空气向下喷射,利用发酵罐内发酵液把此部分空气带回到空气喷嘴处再与发酵液混合向上喷入气升桶,工艺空气与发酵液接触时间和路径延长一倍,提高发酵液溶氧率和空气利用率,降低生产成本,达到高效节能的目的。
应用情况:该技术已通过山东省科技厅组织的科技成果鉴定,技术达到国际先进水平,相关工艺设备和技术已申报并受理专利12项。建设规模:年产300吨阿维菌素生产线。主要技改内容:生物反应器导流筒气流搅拌代替机械搅拌、发酵罐内冷却管代替外盘管O加高发酵罐罐体、风冷替代水冷制备压缩空气技术。节能技改投资额7196万元,建设期1年。吨阿维菌素节能95.4tce,按年300t阿维菌素生产能力,年节能28621tce,年可取得节能经济效益2290万元,投资回收期3年。

